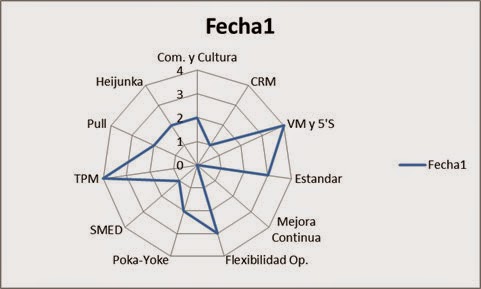
Grado de madurez de la organización con respecto a
los parámetros generales del
Lean Manufacturing
Responda a las cuestiones de este documento valorando de 0 a 4 según la siguiente escala de puntuación:
0 - No es una práctica en la
empresa
1 - Es una práctica, únicamente
arraigada en algunas áreas (+/- 25%)
2 - Es una práctica habitual en
la mayoría de los casos (+/- 50%)
3 - Es una práctica, casi
generalizada (+/- 75%)
4 - Es una práctica habitual, sin excepciones
COMUNICACIÓN Y CULTURA
1 ¿Se
comunican, como mínimo, dos veces al año y a todos los niveles de la organización,
los objetivos de la
Organización y la evolución de los KPI's asociados a ellos ?
2 ¿Son
capaces los empleados de vincular su trabajo a los objetivos de la Organización ?
3 ¿Existe
un proceso formal para que los empleados reciban feedback de los problemas
encontrados en los procesos por sus clientes (internos y/o externos)?
4 ¿Existe un sistema de soporte a nivel individual y/o grupal para la
consecución de cada unidad de trabajo?
5 ¿Los
empleados participan en el diseño, utilizan, comparten y comprenden los indicadores para monitorizar y
mejorar sus procesos de trabajo?
6 ¿Los
problemas que aparecen en los procesos de fabricación, son detectados e investigados
dentro de los siguientes 10 minutos a su aparición?
7 ¿Los
equipos de soporte, técnicos e ingenieros, tienen adquirida la rutina de: 1) ir
al lugar donde ocurre la problemática para entender la situación 2) hablar con
el personal de este puesto de trabajo para obtener su opinión?
8 ¿Se usa el Value Stream Mapping? ¿Han sido mapeados
todos los procesos y los lay-outs de cada cadena de valor?
CRM Customer relationship management
1¿La
información sobre nuestros clientes en la base de datos está actualizada?
2 ¿Realizamos
algún encuentro periódico con los clientes clave para que nos expliquen
sus necesidades?
3 ¿Generamos
datos estadísticos acerca de dichas necesidades que ayuden a la mejora?
4 ¿Observamos
nuestros clientes para saber cómo utilizan nuestro producto y poder así generar
mejoras?
5 ¿Tenemos
identificados segmentos de clientes fuera de los típicos segmentos por facturación,
tamaño, ubicación geográfica?
6 ¿Sabemos
cual es la proporción de presupuestos rechazados por propuesta no ajustada a
las necesidades del cliente?
7 ¿Todas
las personas de contacto actualizan los datos relativos a los clientes?
5S y GESTION VISUAL
1 ¿La
planta está generalmente limpia de materiales innecesarios, componentes correctos
y/o scrap. ¿Las naves están libres de obstrucciones? ¿Existen "Zonas Rojas"?
2 ¿Existen
líneas en el suelo para distinguir las diferentes áreas de trabajo, las áreas de
paso y las de manipulación? ¿Existen señales para distinguir las áreas de
fabricación, de inventario y de material sobrante?
3 ¿Todos
los empleados conocen y son sensibles con las buenas prácticas para el ahorro
de costes? ¿Los operarios observan la limpieza diaria como una parte de su
trabajo?
4 ¿Existe
un lugar para cada cosa y una cosa para cada lugar? ¿Siempre que se necesita
una herramienta, un utillaje, un contenedor de material, suministros de oficina,…
se encuentran fácilmente y están correctamente identificados? ¿Conocen
los empleados como localizarlos?
5 ¿Los
paneles de información en los puestos de trabajo, contienen las instrucciones
de trabajo (de operación y de seguridad) y un histórico de problemas de calidad
recientes y sus contramedidas? ¿Dichos paneles son actualizados regularmente?
6 ¿Los
planes de control están accesibles, actualizados y visibles desde el puesto de
trabajo y describen las comprobaciones y criterios de aceptación necesarios sobre
las características del producto/proceso?
ESTANDARIZACIÓN
1 ¿Se
han desarrollado e implementado estándares para la operación de cada proceso/célula
y son utilizados para la formación en el puesto de trabajo?
2 ¿Tiene
cada proceso su hoja de operaciones estándar al alcance y a disposición del
operador?
3 ¿El
Takt time de cada producto se ha utilizado como base de referencia para establecer
el tiempo del proceso de cada operación y los requisitos de actuación para cada
operario?
4 ¿Intervienen
los operarios y el personal de apoyo, en el diseño y estandarización
del puesto de trabajo?
5 ¿Se
estandariza y actualiza, frecuentemente, una visualización de las operaciones que
no agregan valor (cambios, controles de calidad, mantenimientos preventivos, etc...?
6 ¿Se
comprueban periódicamente, mediante auditorías u otras herramientas, las hojas
de operación estándar, comprobando la conservación de las mejoras realizadas?
7 ¿Habitualmente
los operarios cumplen con rigor las instrucciones reflejadas en las hojas de
operación estándar? ¿Se registran, investigan y corrigen los errores e incumplimientos
que se producen?
MEJORA CONTINUA
1 ¿Existe
una estrategia clara respecto a la Mejora Continua en la empresa (Champions, Team
leaders, identificación-priorización de proyectos, infraestructura, recursos,
etc...) capaz de obtener resultados de manera sostenible y continuada?
2 ¿Existe
un proceso formal para la captación de sugerencias y oportunidades de mejora en
todos los niveles de la organización? ¿Existe un sistema normalizado de
reconocimiento?
3 ¿Los
empleados han sido formados en los métodos de trabajo necesarios para desarrollar
la Mejora Continua
y se les ha involucrado en su desarrollo e implementación?
4 ¿Conocen
los empleados las siete fuentes de desperdicio básicos (inventarios; transportes
de material; defectos; esperas; sobreproducción; movimientos innecesarios; sobreprocesamiento)? ¿Se implican activamente en su identificación, dentro de
sus áreas de trabajo, y están autorizados a trabajar para su eliminación y/o
minimización?
5 ¿La mejora continua y los eventos Gemba-Kaizen se estructuran, planifican y aplican dentro de las prácticas ordinarias de la empresa? ¿Se revisan y reconocen los éxitos y se expanden a través de procesos afines en la instalación?
6 ¿Se
puede considerar que la mayoría de las mejoras aplicadas no representan apenas
inversión?
7 ¿Los
análisis VSM se utilizan como base de referencia para comprobar y evaluar los
progresos obtenidos?
FLEXIBILIDAD OPERACIONAL
1 ¿Se
garantiza la formación de todos los empleados en el puesto de trabajo antes de
trabajar solos? ¿Sólo una parte insignificante de la defectuosidad del producto/proceso
es atribuible a trabajadores nuevos o inexpertos?
2 ¿Se
han evaluado, medido y reducido los recorridos del producto y componentes en la
planta?
3 ¿Las
capacidades de la instalación son acordes a las necesidades de operación? ¿Tienen
la capacidad de modificar la velocidad para equilibrarse con el TAKT TIME?¿La
instalación está liberada de "atascadores"?
4 ¿Está
el proceso de trabajo diseñado para poder identificar, de manera inmediata, los
defectos en el momento y lugar donde se manifiesten?
5 ¿Los
procesos y los equipos están mantenidos de manera que garanticen el flujo de
trabajo sin interrupciones no deseadas?
6 ¿Están
los empleados capacitados y entrenados para poder trabajar en cualquiera de las
estaciones u operaciones del proceso?
7 ¿Se
han diseñado e implementado células de trabajo que garanticen el flujo de una
pieza a través del proceso productivo?
POCA YOKE
1 ¿Los
empleados han sido formados en los métodos anteriores y existe un equipo de
análisis permanente de los defectos del proceso y de las oportunidades de eliminar
errores?
2 ¿Han
sido desarrollados y aplicados los dispositivos y métodos anti-error para eliminar
los defectos más críticos y recurrentes de cada área o puesto de trabajo?
3 ¿Se
han implementado los dispositivos y métodos anti-error en todo tipo de proceso
(operaciones manuales; procesos automatizados e inclusive procesos administrativos)?
4 ¿Se
controla la eficacia y se garantiza el correcto funcionamiento de todos los dispositivos
y métodos anti-error implementados?
5 ¿Se
realiza un análisis del rendimiento de todos los componentes, subconjuntos y productos
en vistas de identificar mejoras en su diseño para eliminar errores y mejorar
su productividad?
6 ¿Están
autorizados los operarios a detener la línea cuando encuentran una unidad defectuosa
o no pueden completar el proceso en las condiciones definidas en la hoja de
operación estándar?
7 ¿En
todos los casos que sea factible, los procesos manuales están reforzados con comprobaciones
mecánicas para ayudar en la toma de decisiones y garantizar su efectividad?
8
¿Los
equipos y procesos están equipados con elementos de señal (ANDON) que atraen la
atención de operarios y supervisores ante situaciones en las que se requiere
ayuda o ante problemas de suministro?
SMED
1 ¿Se
planifican con la suficiente antelación y precisión todos los cambios, de forma
que todos los operarios están informados y conocen con precisión el momento en que
se producirán?
2¿Están
emplazados los equipos del cambio en el lugar apropiado y los operarios están
formados en métodos de cambio rápido? ¿Los operarios actúan continuamente en la
mejora de los métodos de cambio?
3¿De
manera frecuente y habitual, el tiempo transcurrido entra la última pieza buena
del trabajo anterior y la primera pieza buena del siguiente proceso, es menor
de diez minutos?
4 ¿Se
extrapolan, a otros procesos y áreas de la empresa, las ideas de mejora en los
cambios implementadas con éxito?
5 ¿Se
han desarrollado e implementado instrumentos y equipos que ayuden a reducir el
tiempo de cambio y/o el trabajo necesario?
6 ¿El
tiempo de cambio real vs previsto está informado en cada puesto de trabajo de
manera clara y visible?
7 ¿Se
utilizan listas de comprobación conteniendo: materiales, utillajes, medios de control,
componentes, etc...necesarios para la siguiente producción, como soporte para
la reducción de los tiempos de cambio?
8 ¿Están
identificados, conservados y almacenados, de manera ordenada y garantizando su
correcto funcionamiento, todos los items necesarios para los cambios?
TPM
1¿Los
responsables de mantenimiento y sus equipos han sido entrenados en los conceptos
y principios del TPM?
2 ¿La
maquinaria funciona con todos los elementos de seguridad necesarios activos?¿Se
inutiliza el uso de los equipos cuando los elementos de seguridad se rompen o
no funcionan adecuadamente?
3 ¿Se
publican en cada área de trabajo los planes de intervención de mantenimiento
(preventivo, predictivo)? ¿Se rastrea y evalúa la duración de los diferentes
items críticos en el correcto funcionamiento del equipo?
4 ¿Se
mantienen con rigor los registros de las intervenciones de mantenimiento y se exponen
de manera clara y visible para todos los operarios?
5 ¿Las
actividades de mantenimiento se enfocan al aumento de la utilización/disponibilidad
de los equipos y a la disminución de la variabilidad en el tiempo de ciclo?
6 ¿Están definidas las responsabilidades relacionadas con el mantenimiento, tanto para el personal de mantenimiento como para el de producción?
7 ¿Se
destina un tiempo diario suficiente, en la actividad de los operarios, para dedicarlo
a actividades de mantenimiento, conservación y limpieza de los equipos y
puestos de trabajo?
PULL SYSTEM
1 ¿Todos
los puestos de trabajo y procesos productivos conocen y exponen, clara y visiblemente,
los requisitos necesarios en la producción, los objetivos de producción horaria
y los tiempos de cambio?
2 ¿Todos
los mandos de la planta han sido formados en los principios y la implementación
del pull system?
3 ¿Los
flujos de materiales en la planta transcurren en flujos de una pieza o en supermercados
"aguas abajo" gestionados por Kan-Ban?
4 ¿Los
procesos río abajo tiran del resto de procesos, marcando los ritmos y horarios
de trabajo de los procesos río arriba?
5 ¿Las
líneas, células o fases de las operaciones, son capaces de adaptarse a la demanda
del cliente, mediante cambios de horarios de producción, únicamente, en el
proceso "marcapasos"?
6 ¿Los
supervisores de la producción y el personal administrativo, únicamente, producen
el "papeleo" mínimo necesario para el siguiente proceso?
HEIJUNKA
1 ¿Se
realiza un esfuerzo para nivelar los horarios del proceso de producción requiriendo,
tanto de los suministradores internos como externos, planificar entregas
frecuentes de lotes pequeños?
2 ¿Se
realizan los cambios de producción para reforzar el concepto de entregar la demanda
diaria de todas las referencias, por encima de la fabricación en lotes?
3 ¿El
TaktTime es conocido por todos y determina el ritmo de los procesos de producción?
4 ¿El
TaktTime se utiliza para asignar las dotaciones de trabajo y los tiempos de ciclo
en cada proceso?
5 ¿Cuando
se modifica la demanda del cliente, se vuelven a balancear los procesos y se
redefinen los tiempos de ciclo conforme al nuevo Takt time?
Revisar vectores de implementación. Reorgnizar cuestiones. Alternativa:
Areas clave:
- Inventory
- The Team Approach
- Processes
- Maintenance
- Layout & Material Handling
- Suppliers
- Setup
- Quality
- Scheduling
No hay comentarios:
Publicar un comentario